普中首页
安灯呼叫系统
MES系统
SOP作业指导书
WMS仓库管理系统
环境监测系统
案例中心
环境监测系统
安灯首页
>
环境监测系统
>
安灯系统作用
>
安灯系统作用
andon相关系统
安灯系统供应商
服务地区
环境监测系统
安灯系统作用
andon相关系统
安灯系统供应商
服务地区
安灯系统生产管理制度方案
标签: | 作者:admin | VISITORS: | 来源:未知
20
Dec
2018
安灯系统
项目技术方案:
一、 现场操作部分
1.异常呼叫:生产过程中出现异常,操作工通过ERP系统录入异常信息,ERP系统将异常工位、异常类型记录到指定数据库列表中,安灯系统读取ERP数据库列表中的信息,控制指定灯塔报警,条屏显示故障类型,并记录异常时间。
2.异常签到:现场工位/工序安装3键签到按钮,相关人员收到相关信息后,到现场进行异常签到,按下签到按钮进行异常签到,系统记录签到的时间
3.异常解除:操作工通过ERP系统解除异常,安灯系统读取ERP系统数据库列表中信息,判断异常是否解除
二、现场显示部分
1.现场工位/工序安装12个LED条屏看板,
条屏显示: 两排显示,上排显示工位(中英文)、下排显示异常类型、时间或正在加工零件(滚动显示)
2.LED大屏看板(尺寸:2米*3米)
显示样图如下:
三、 软件部分
Andon系统采用B/S架构,使用IE浏览器就可登录系统
1. 系统软件记录异常呼叫时间、异常相应时间、异常处理时间形成统计报表形式,可以按产线、工位、日期、异常类型等相关信息进行明细查询,并导出EXCEL表格形式、相关报表。
2. 异常原因录入功能,异常解除后员工登陆Andon系统进行异常处理原因录入,并导出EXCEL表格形式。
3. 短信邮件发送: 现场员工呼叫异常时,安灯系统发送异常通知短息到相关负责人,在规定的时间内没有处理异常(或没有人处理),异常升级并发送异常升级短信到有关领导手机上。
4. 基础数据维护:、产线维护、工位维护、短信规则维护、看板信息的维护都可在安灯系统维护。
5. 系统对接第三方系统(ERP)接口,实现与其信息化系统的无缝集成相关业务数据的管理
我司无线通讯特点
品质高:按钮盒采用金属铝材质壳体,坚固耐用;首创采用SIEMENS 带LED灯按钮,能正确指示各按钮异常状态。
易扩展:Andon呼叫终端采用频分多址方式,系统容量大,轻松增加呼叫终端和报警其他设备。
易重构:所有Andon终端可配置支持不同的工业过程模型,并可以按需要随时更改配置,只需记录终端设备地址,即可达到重新搭建系统的目的。
抗干扰强:采用自主研发的FSK无线双向调频传输方式,相互应答确保数据流传输可靠。
信号接收准确性高:接收端采用双重校验形式,确保信号的接收的准确性。
全区域无线覆盖,无线终端控制距离可达300M,方便部署、安装和维护。
安灯系统(ANDON,也称:暗灯),是一种现代企业的信息管理工具。Andon也称暗灯或安灯,原为日语的音译,日语的意思为“灯”、“灯笼”,在这里表示一个系统, Andon系统能够收集生产线上有关设备和质量管理等与生产有关的信息,加以处理后,控制分布于车间各处的灯光和声音报警系统。从而实现生产信息的透明化。
安灯系统是指为了能够使JIT发生的问题得到及时处理而安装的系统。为了消除中断或至少减少它们复发的可能性,有的公司用灯光系统发问题信号。即每个工作岗位安3个灯,绿灯表示没问题,黄灯表示一名员工稍微有点落后,红灯则指问题严重。灯光系统使同一系统里的员工互通信息,使员工和主管尽快找出问题的根源。安灯系统由于其特殊性和实用性,在汽车行业中使用得是*广泛的。事实上安灯系统不仅仅在汽车制造中使用,在很多行业都有安灯系统的影子。
某机械有限公司安灯系统
系统需求:
1. 3个车间,30条线(车间200*200米范围内,空旷)安灯拉动系统需求; 2. 每个工位5种异常呼叫(设备,物料,质量,工艺,外协/采购)和正常。
3. 每个工位对应墙壁安装3色塔灯。3色塔灯颜色为红黄绿。红色代表“异常发生”,黄色代表“异常正在处理”,绿色代表“正常”。
4. 设备、物料、质量、工艺、外协/采购4个部门安装LED看板。 5. 比如A02线发生设备异常流程:
(1) 员工第1次按下“设备异常”按钮(当A02线发生设备异常时候): A. 报警终端设备异常按钮对应的红色LED指示灯点亮; B. 对应工位三色报警塔灯红色灯亮;
C. A区域LED看板显示“A02 设备异常”;
(2) 员工第2次按下“设备异常”按钮(当设备部前来开始处理问题时候): A. 报警终端设备异常按钮对应的黄色LED指示灯点亮; B. 对应工位三色报警塔灯黄色灯亮;
C. A区域LED看板显示“A02 设备异常 处理中”;
(3) 员工第三次按下“设备异常”按钮(当设备部处理问题结束时候): D. 报警终端设备异常按钮对应的LED指示灯熄灭; E. 对应工位三色报警塔灯绿色灯亮; F. A区域LED看板清楚A02异常信息;
(4) 车间发出信号后,相关部门没有派出人员或无法给出具体的方案时,超过15min后状态升级,现场的灯持续闪亮,同时辅以邮件、短信通知通知到相关人员(超过15’后通知主管超过,30’后通知经理,超过60’后通知GM);
(5) 产线5种异常可以同时发生,互不影响,报警指示灯根据实际运行需要进行可程序化调整;
6. 局域网内电脑可以通过软件查询产线实时生产状态(报警灯状态)以及查询统计各异常发生率时间趋势图。
7. 系统设备均采用无线FSK设备,灵活布置。可靠,双向验证。
系统实现思路
1、 工位对应墙壁位置安装工位3色塔灯。
2、 工位安装5键安灯按钮(采用DC12v电源)。
3、 车间安装3个LED无线看板,装配1个,钣焊1个,油漆1个,显示现场实时出现问题及状态。
4、 车间电脑安装无线收发主机,采集并控制工位报警灯和LED看板信息。 5、 车间电脑安装GSM Modem 短信设备,用于自动短信分级汇报。 6、 利用原有邮件服务器系统 进行邮件分级汇报。 7、 Andon软件系统,客户定制查询统计界面。
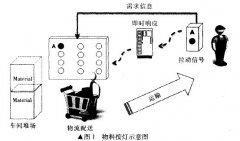
系统原理描述
1、 工位按钮无线FSK数字模式发送数据到无线控制核心主机;
2、 采集电脑通过无线控制核心主机,采集到异常工位信息,经过系统处理后: (1)控制工位报警灯相应的报警灯点亮和熄灭;
(2)发送到无线LED看板上显示对应的异常工位号和时间信息; (3)判断是否超时未处理,然后是否发送短信和邮件汇报信息。 五、 系统特点
1、采用双向轮询方式以及FSK数传技术,实现100%可靠通讯。避免出现按了不知道有没有接收到的缺陷出现,工位报警灯如果对应亮灭,说明数据已经正确采集,否则证明没有正确采集,可以再次按下异常按钮。 2、现场信息,实时电脑采集处理,记录数据库,提供设备故障,工艺改进基础数据。 3、系统采用全无线方案,不需要像传统布置开关到灯的连线,以及电脑到LED看板的数据线。灵活布置,灵活扩展,维护简单。 六、 系统主要组成及参数
下一篇:
工厂车间警示andon管理系统应用解决方案
相关新闻
安灯系统百科
质量安灯 质量安灯是在一些关键的工位设置的...
车间(安灯)andon系统的作用是什么?
Andon(安灯系统) Andon系统(也称安灯、暗灯,...
工厂无线智能(安灯)andon系统终端
ANDON系统是精益生产的一个核心管理工具,当制...
安灯系统生产管理制度方案
安灯系统项目技术方案: 一、 现场操作部分...
工厂车间警示andon管理系统应用解决方案
Andon系统是应用在现代生产制造业的一个重要的...
生产现场可视化安灯系统看板作用
为了加强对生产过程的管理,相关信息做到可视...
wms安灯系统在生产线上的运用和定义
在生产线上作业的时候,很难让生产线停止下来...
生产管理安灯系统在车间的应用
安灯系统(Andon)来源于汽车行业的丰田生产方...
汽车生产车间andon系统能解决什么问题
什么是安灯系统 安灯系统(ANDON)是一种现代企...
车间安灯系统是什么?
安灯系统来源于日本丰田提出的丰田生产方式,...
安灯首页
|
安灯呼叫系统
|
MES系统
|
SOP作业指导书
|
WMS仓库管理系统
|
环境监测系统
|
案例中心